Auto Gear
INTEGREX-Multifunktionalität in Kombination mit Verzahnungs- und Verzahnungsmessfunktionen
| 5-Achsen-Bearbeitung | Zahnradbearbeitung | Verzahnungsmessung | ||
 |
+ |  |
+ |  |
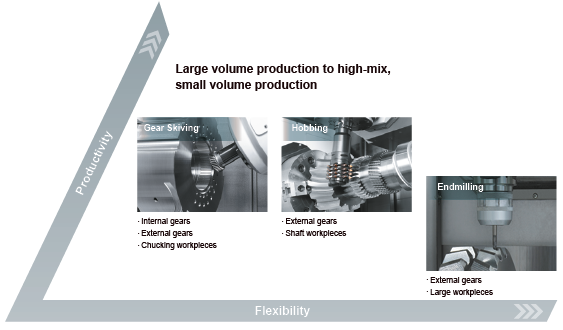
- Je nach den bestehenden Fertigungsanforderungen sind sowohl in der HMLV-Fertigung (High Mix, Low-Volume) als auch in der Großserienfertigung 3 verschiedene Verzahnungsverfahren – Wälzschälen (Skiving), Wälzfräsen und Schaftfräsen – anwendbar.
- Wälzschälen (Skiving) mit höchster Geschwindigkeit und Präzision dank einzigartiger AG-Steuerungstechnologie
- Prozessintegration für hochgenaue Bearbeitung, kürzere Fertigungszeiten und geringere Anschaffungskosten.
VERZAHNUNGSARBEITEN
INTEGREX-Multifunktionalität in Kombination mit Verzahnungs- und Verzahnungsmessfunktionen
| 5-Achsen-Bearbeitung | Zahnradbearbeitung | Verzahnungsmessung | ||
|
+ | |
+ | |
|
|
|
Ausführung einer Vielfalt an Verzahnungsprozessen

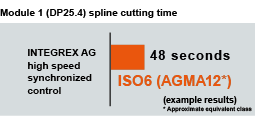
Höhere Produktivität dank Wälzschälen mit hoher Geschwindigkeit
- Das hochgenaue Wälzschälen wird dank einzigartiger INTEGREX AG-Steuerungstechnologie realisiert.
- Die Drehung von Haupt- und Frässpindel wird hierbei bis zur Höchstdrehzahl der beiden Spindeln synchronisiert, so dass beim Wälzschälen eine hohe Genauigkeit erzielt wird.
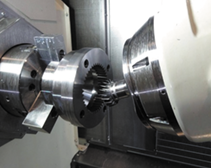
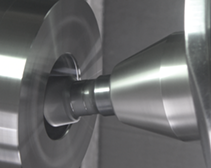
Schneiden von Innenkeilprofilen - INTEGREX i-200ST AG
 Dank synchronisierter Steuerung ist die Produktivität der INTEGREX i-200ST AG 6-mal höher als bei der herkömmlichen Bearbeitung von Innenkeilprofilen. Zudem wird durch die schnellere Bearbeitung der Zerspanungswiderstand verringert und dadurch eine höhere Genauigkeit erzielt.
Dank synchronisierter Steuerung ist die Produktivität der INTEGREX i-200ST AG 6-mal höher als bei der herkömmlichen Bearbeitung von Innenkeilprofilen. Zudem wird durch die schnellere Bearbeitung der Zerspanungswiderstand verringert und dadurch eine höhere Genauigkeit erzielt.

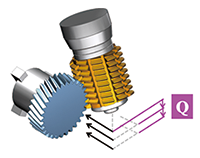
Der Fräserdorn wird an einem Ende durch die Hochleistungsfrässpindel gehalten, die für ausreichende Steifigkeit sorgt und damit hohe Wälzfräsgenauigkeit ermöglicht. Über die spezielle Wälzfrässoftware Smooth Gear Hobbing werden die spezifischen Verzahnungsdaten zwecks automatischer Erzeugung der Werkzeugbahn eingegeben.
| Wälzfräserverschiebung | Veränderte Steigungshöhe und Höhenballigkeit | |
| Über diese Funktion wird der Wälzpunkt zwischen Wälzfräser und Werkstück verschoben, um so die Werkzeugstandzeit zu verlängern. | Bei Eingabe von Daten für eine veränderte Steigungshöhe oder Höhenballigkeit wird die Werkzeugbahn für das Wälzfräsen automatisch erzeugt. | |
 |
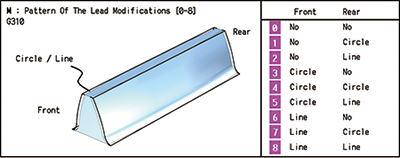 |

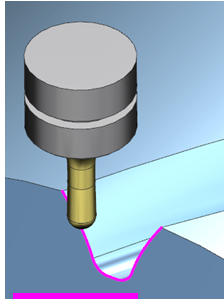
 Dank der Smooth Gear Milling-Software können Verzahnungen Zahn für Zahn mit einem herkömmlichen Schaftfräser bearbeitet werden. Die spezifischen Verzahnungsdaten, darunter auch die Daten für veränderte Zähne sowie für eine veränderte Steigungshöhe oder ein verändertes Verzahnungsprofil, werden zwecks automatischer Erzeugung der Werkzeugbahn eingegeben.
Dank der Smooth Gear Milling-Software können Verzahnungen Zahn für Zahn mit einem herkömmlichen Schaftfräser bearbeitet werden. Die spezifischen Verzahnungsdaten, darunter auch die Daten für veränderte Zähne sowie für eine veränderte Steigungshöhe oder ein verändertes Verzahnungsprofil, werden zwecks automatischer Erzeugung der Werkzeugbahn eingegeben.

Nach Bearbeitung der Verzahnung können die Kanten vorn und hinten mit einem herkömmlichen Kugelschaftfräser entgratet werden. Falls nicht bekannt ist, wie die Phasenlage der Verzahnung aussieht (was beispielsweise nach dem Wälzfräsen der Fall ist), kann anhand der Zahnradvermessungsfunktion der Smooth-Reihe festgestellt werden, wo sich die Zahnlücke vor dem Entgraten befand.
 |
 |
Software
Dialogprogrammierung für Präzisionsverzahnungsarbeiten und Verzahnungsmessung

Betriebsablauf
 |
 |
 |
| Verzahnungsdaten sowie Schnittbedingungen und Messdaten eingeben. | Das NC-Programm für Zerspanung und Vermessung wird erzeugt. | Die Verzahnung wird bearbeitet und anschließend vermessen. |
Verzahnungsmessung

Synchronisierte Radialpositionierung am Zahn
 Nach Verwendung eines neuen oder nachgeschliffenen Werkzeugs kann ein Zahn zwecks Bestimmung des erforderlichen Korrekturbetrags von einem Messtaster abgetastet werden.
Nach Verwendung eines neuen oder nachgeschliffenen Werkzeugs kann ein Zahn zwecks Bestimmung des erforderlichen Korrekturbetrags von einem Messtaster abgetastet werden.
Der gleiche Prozess kann zur Bestimmung der synchronisierten Positionierung anderer Bearbeitungsmerkmale verwendet werden, so z.B. beim Entgraten mit einem Kugelschaftfräser oder beim Ausfindigmachen einer Bohrung an der Werkstückstirnfläche. Die synchronisierte Bewegung ist auf ± 0,005 Grad (16 μm an einem Durchmesser von 360 mm) genau.

Vermessung von Verzahnungsprofil und Steigungshöhe (Option)
| Gear face measurement by scanning probe |
 |
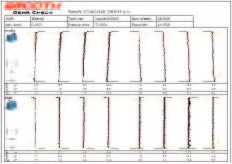
- Verzahnungsprofil und Zahn werden nach der Zerspanung in der gleichen Aufspannung durch einen Messtaster vermessen.
- Üblicherweise werden Verzahnungen auf einer speziellen Verzahnungsmaschine bearbeitet und für die Vermessung an eine externe Messmaschine übergeben. Dieser Umstand entfällt dank der optionalen Vermessungssoftware für Verzahnungsprofil und Steigungshöhe.
Messergebnisse werden am Bildschirm der MAZATROL SmoothX angezeigt
Die am Bildschirm der CNC-Steuerung angezeigten Daten können auf einfachen Tastendruck als .PNG-Datei ausgegeben werden.
 |
 |
INTEGREX AG-MASCHINEN
Mit Klick hier gelangen Sie zur Maschinenreihe INTEGREX AG.